Menu

Laserové řezací a svářecí stroje
Co vás zajímá?

Laserové sváření a čištění
- Vyšší rychlost sváření (až 10x oproti klasickému)
- Nízké vnesené teplo a minimální deformace svařovaného materiálu
- Svar je čistý, hladký, nepotřebuje brousit
- Spotřební díly hořáku jsou sklíčko a koncovka s dlouhou životností
- Jednoduchá konstrukce hořáku
- Možnost sváření i čištění materiálu
- Vyšší přesnost stroje
- Snadné a pohodlné ovládání na barevném dotykovém displeji

Laserové řezání
- Různé rozměry a výkony laserových řezacích strojů
- Automaticky vyměnitelné stoly
- Pohodlné ovládání
- Velký displej
- Řezací hlava s autofokusem
- Automatizované centrální mazání
- Kamerový systém
- Uzavíratelný řezací prostor
- Průhledítko na řezací prostor odpovídá evropským standardům na laserové ochranné sklo
Laserové sváření
Laserové sváření je moderní metoda, která využívá vysokého výkonu laserového paprsku k tavení a následnému spojování materiálů. Při laserovém sváření je koncentrovaný laserový paprsek zaměřen na svařované místo. To zajišťuje vysokou přesnost sváření, protože laserový paprsek lze velmi přesně zaměřit na požadované místo, což umožňuje svařování malých a složitých detailů.
Další výhodou je minimální deformace materiálu, protože laserový paprsek cílí teplo vydávané laserem pouze do malé oblasti, což snižuje možnost deformace okolních oblastí mimo laserový paprsek.

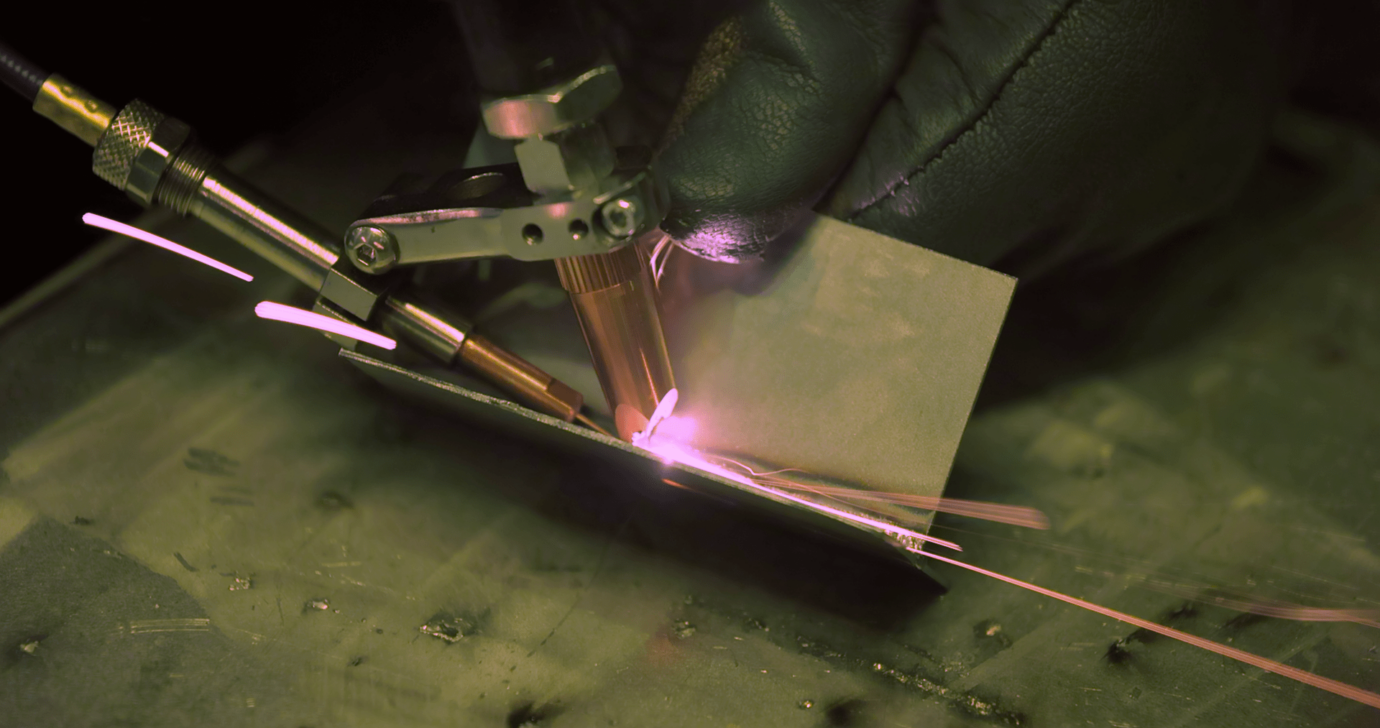
Laserové sváření je často rychlejší než klasické sváření, což zvyšuje efektivitu a produktivitu procesu. Další výhodou je použití pouze dusíku pro sváření všech druhů materiálů (ocel, nerez, hliník, měď) a nižší energetická nářočnost oproti klasickým svářečkám s elektrickým obloukem.
Laserové vs. klasické sváření
Hlavním rozdílem mezi laserovým a klasickým svářením je způsob, jakým je teplo dodáváno do materiálu. Při klasickém sváření se často využívá hoření plynu nebo obloukového výboje k zahřátí a tavení materiálu.
Naopak, při laserovém sváření se teplo dodává přímo pomocí koncentrovaného laserového paprsku přímo do požadované oblasti svaru.
Laserové sváření je přesnější a umožňuje svařování tenkých materiálů, zatímco klasické sváření je vhodnější pro tlustší materiály a výrobní operace, které nevyžadují takovou preciznost.
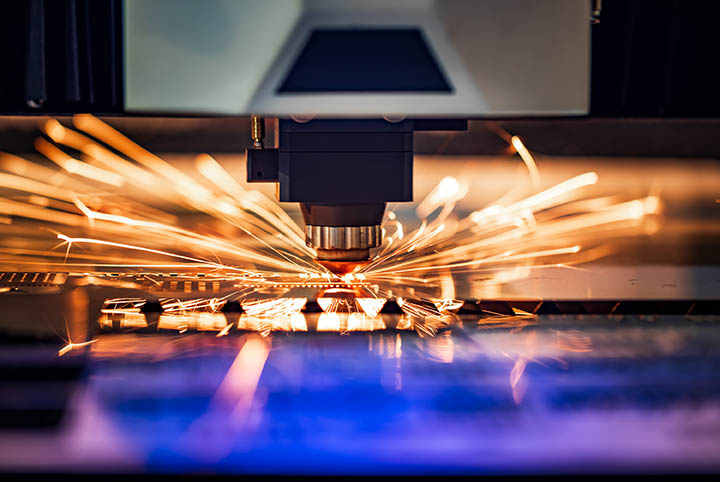
Laserové řezání
Laserové řezání využívá vysokovýkonný laserový paprsek, který umožňuje přesné a efektivní řezání různých materiálů. Laserové řezání je často používáno v průmyslu pro řezání kovů, plastů, dřeva a dalších materiálů. Laserové řezání je přesné, rychlé a šetrné k okolnímu materiálu.

Laserové vs. klasické řezání plazmou
Hlavním rozdílem je způsob řezání: Laserové řezání využívá koncentrovaný laserový paprsek, díky kterému dochází k řezání materiálu. Naopak, plazmové řezání využívá plyn (plazmu) pro roztavení a následnému vyfouknutí materiálu.
Laserové řezání je obecně přesnější a umožňuje vytváření jemných detailů díky vysokému rozlišení laserového paprsku, je vhodné pro širokou škálu materiálů, včetně kovů, plastů, dřeva a dalších. Plazmové řezání je méně přesné a obvykle se používá pro hrubší řezání materiálů, kde vyšší přesnost není nezbytná.
Oproti laserovému řezání je plazmové řezání obecně rychlejší a to zejména při řezání tlustších materiálů. Plazmové řezání je proto často preferováno v průmyslových aplikacích, které vyžadují vysokou produktivitu a výkon oproti zajištění vysoké preciznosti řezu, které zajišťuje laserové řezání.
Laserová pracoviště
Pro zákazníky zajišťujeme výrobu laserových pracovišť, která jsou navržena a vyrobena v souladu s platnou legislativou a příslušnými předpisy, aby splňovala nejvyšší standardy kvality a bezpečnosti. Konstrukce našich pracovišť je zhotovena z odolné hliníkové konstrukce, zajišťující stabilitu a spolehlivost zařízení.
Opláštění laserového pracoviště je k dispozici ve dvou atraktivních barevných variantách: šedo/bílé a modro/bílé. Bílá barva je vždy použita uvnitř buňky, což zlepšuje osvětlení a celkovou viditelnost pracovního prostoru. Standardní rozměry typové buňky jsou 3 m × 2 m × 2,2 m, s otevřenou stropní částí.

Soubory ke stažení
Soubory ke stažení
Kontakty

Ing. Lubomír Sláma
Projektový manažer

Zbyněk Nevrkla
Technik obchodního odd. laserového svařování

Dana Chalupová
Prodej řezacích laserů

Robert Škárka
Aplikační technik

Radek Malec
Servis svařovacích laserů
Poptávka